
En tant que composant actionneur clé des systèmes hydrauliques assurant un mouvement linéaire bidirectionnel, le plus courant vérin hydraulique à simple tige et double effet Dans ce secteur, la fabrication des vérins hydrauliques repose sur trois exigences fondamentales : « haute précision, grande résistance à l’usure et étanchéité rigoureuse ». Plus précisément, l’usinage profond du corps du vérin et l’usinage de précision de la tige de piston constituent les aspects techniques clés qui déterminent la durée de vie et les performances du produit. Aujourd’hui, en prenant ce type de vérin comme exemple et en intégrant le concept de « conception pour la fabrication (DFM) », nous allons détailler l’ensemble du processus de fabrication, depuis le choix des matériaux et des équipements jusqu’aux étapes de production, afin de vous aider à comprendre la logique technologique qui sous-tend les composants hydrauliques de précision.
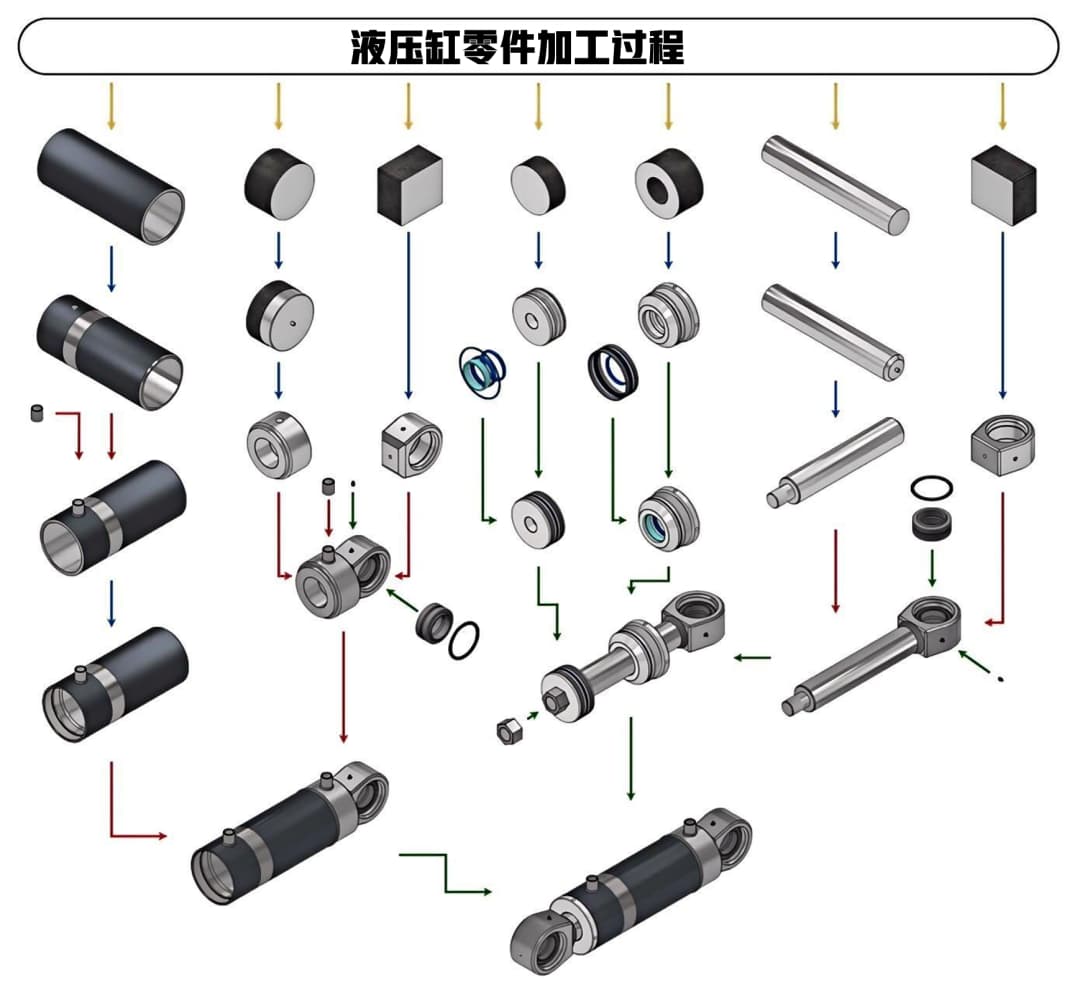
Les principaux composants d'un vérin hydraulique à double effet à simple tige comprennent le corps du vérin, la tige de piston, le piston, la culasse avant, la culasse arrière, les joints et les raccords. Le choix des matériaux doit être strictement adapté à la technologie de fabrication et aux conditions de fonctionnement, ce qui constitue un principe fondamental de la conception pour la fabrication (DFM).
Corps de cylindre : On privilégie les tubes en acier sans soudure pour l'ébauche (tubes en acier sans soudure, d'épaisseur uniforme et haute résistance, éliminant le besoin d'un perçage profond ultérieur et adaptés au rapport longueur/diamètre élevé des vérins hydrauliques). Le matériau utilisé est généralement de l'acier au carbone ou de l'acier de construction allié de haute qualité. La précision d'usinage de l'alésage du cylindre doit être de classe IT9 à IT7 (IT étant le code de la norme internationale de tolérance ; plus le chiffre est petit, plus la précision est élevée. La précision de classe IT7 est supérieure à celle de classe IT9, garantissant un ajustement précis entre l'alésage du cylindre et le piston et évitant les fuites internes excessives). Les erreurs de circularité (indicateur mesurant la proximité de la section transversale de la pièce à un cercle parfait ; plus l'erreur est faible, plus le contact entre la paroi interne de l'alésage du cylindre et le joint de piston est uniforme) et de cylindricité (indicateur mesurant la cylindriqueur uniforme du cercle extérieur ou de l'alésage intérieur de la pièce ; plus l'erreur est faible, plus le mouvement du piston est fluide) ne doivent pas dépasser la moitié de la tolérance d'ajustement. La rectitude de l'axe (indicateur mesurant la rectitude de l'axe central de la pièce, avec une erreur ≤ 0,03 mm sur une longueur de 500 mm, afin d'éviter le blocage du piston en mouvement) doit être ≤ 0,03 mm sur une longueur de 500 mm. La rugosité de surface Ra doit être comprise entre 0,1 et 0,4 µm (Ra est un indicateur mesurant la finesse de la surface ; plus la valeur est faible, plus la surface est lisse. Cette plage réduit l'usure des joints et prolonge leur durée de vie) (influençant directement la durée de vie des joints). Tige de piston : composant porteur principal. Le matériau de prédilection est l'acier 35 ou 45 (acier de construction au carbone de haute qualité, courant, offrant une résistance modérée et une bonne usinabilité). Pour les applications soumises à des chocs et des vibrations importants, on utilise l'acier 55 ou l'acier allié 40Cr (acier de construction allié à résistance et ténacité accrues grâce à l'ajout de chrome, adapté aux charges d'impact élevées). Il nécessite un traitement thermique (un procédé de traitement thermique consistant à chauffer et à tremper l'acier, suivi d'un revenu à haute température, visant à améliorer les performances globales du matériau – garantissant à la fois la résistance et un certain degré de ténacité pour empêcher la rupture de la tige de piston sous contrainte) jusqu'à une dureté de HB229~285 (HB est l'unité de dureté Brinell ; plus la valeur est élevée, plus le matériau est dur ; cette plage garantit que la tige de piston est à la fois résistante à l'usure et à la déformation) ; pour les environnements corrosifs ou marins, on utilise de l'acier inoxydable, avec un chromage dur en surface (d'une épaisseur d'environ 0,05 mm, le dépôt électrolytique d'une couche de chrome sur la surface de la tige de piston améliore considérablement la résistance à l'usure et à la corrosion, empêchant la rouille et l'usure). La tolérance d'ajustement est généralement de type H7/g8 ou H7/f8 (dans les spécifications de tolérance, H représente la tolérance de l'alésage et g/f celle de l'arbre ; plus le nombre est petit, plus la précision est élevée ; H7/g8 offre un ajustement serré, H7/f8 un ajustement légèrement plus lâche, les deux assurant un ajustement précis entre la tige de piston et la bague de guidage, pour un équilibre optimal entre étanchéité et fluidité de mouvement). La rugosité de surface est Ra de 0,2 à 0,4 µm, et les erreurs de circularité et de cylindricité ne dépassent pas la moitié de la tolérance de diamètre. Piston et culasse : les pistons sont généralement fabriqués à partir de barres (matière première métallique cylindrique) ou de barres étirées à froid (barres traitées par étirage à froid, offrant une grande précision de surface et des dimensions uniformes, ce qui réduit les surépaisseurs d'usinage ultérieures et les coûts). Le matériau utilisé est soit de la fonte (un alliage fer-carbone à haute teneur en carbone, d'une dureté élevée et facile à couler, mais de faible ténacité), soit de la fonte ductile (une fonte à laquelle on a ajouté un agent de sphéroïdisation, ce qui permet de répartir les éléments de carbone internes sous forme sphérique et d'obtenir une ténacité nettement supérieure à celle de la fonte ordinaire, adaptée aux chocs répétés du mouvement du piston). Les culasses avant et arrière sont en acier au carbone afin de garantir la rigidité structurelle et la compatibilité de soudage.
Pièces standard : composants d’étanchéité (pièces empêchant les fuites d’huile hydraulique, telles que les joints toriques et les segments de piston), graisseurs (interfaces d’injection d’huile lubrifiante), roulements (pièces réduisant la friction entre les pièces mobiles), etc. ; privilégier les produits de fournisseurs reconnus, en mettant l’accent sur l’usinage de précision des composants structurels essentiels.
Le corps du cylindre utilise un tube d'acier sans soudure, évitant ainsi les difficultés techniques liées au forage de trous profonds.
Lorsque la tige de piston est conçue comme une structure d'arbre mince, un trou central (pour le positionnement lors de l'usinage au tour) et une position de support de repos stable (expliquée dans les étapes de traitement suivantes) sont réservés pour réduire la déformation d'usinage ;
Les composants soudés (tels que la culasse arrière et le cylindre) comportent des surfaces coniques de positionnement réservées (surfaces de positionnement coniques facilitant l'alignement lors de l'assemblage) et des trous de goupille (trous pour insérer des goupilles de positionnement afin d'éviter que les pièces ne se déplacent pendant le soudage), assurant ainsi la coaxialité (le degré de coïncidence des axes centraux des pièces).
L'usinage des vérins hydrauliques à simple tige et double effet nécessite des équipements spécialisés et un outillage de précision (outils auxiliaires). Les équipements principaux doivent répondre aux exigences d'usinage de trous profonds, de coupe stable d'arbres élancés et de finition de haute précision, notamment :
Machine-outil pour perçage profond : Sa principale caractéristique est la rotation de la pièce et l'avance de l'outil (afin d'éviter la déviation de l'outil due à sa finesse). Équipée d'un système performant de refroidissement et d'évacuation des copeaux (utilisant un fluide frigorigène haute pression pour évacuer la chaleur et les copeaux générés pendant la coupe, évitant ainsi la surchauffe et l'endommagement de l'outil, ainsi que les rayures sur la pièce), elle permet l'évacuation des copeaux par l'avant (utilisée lors de l'alésage de finition, les copeaux étant évacués par l'avant de la pièce) et par l'arrière (utilisée lors de l'ébauche, les copeaux étant évacués par l'arrière de la pièce). Le fluide frigorigène est doublement filtré (filtre à huile magnétique pour absorber les copeaux de fer et filtre à huile en mousse pour retenir les impuretés) afin de garantir sa propreté. La tête de pression de la machine-outil (composant servant à supporter le porte-outil, à guider l'outil et à serrer la pièce) assure le support du porte-outil, le guidage de l'outil et le serrage de la pièce. La bague de guidage d'ébauche (un manchon qui guide l'outil d'usinage d'ébauche, empêchant la déviation de l'outil pendant la coupe) et la bague de guidage du porte-outil (un manchon qui supporte le porte-outil, renforçant la rigidité du porte-outil) renforcent la rigidité du porte-outil et empêchent les vibrations d'usinage.
Outils clés : Tête d’ébauche (outil utilisé pour l’usinage d’ébauches de trous, avec un bloc de guidage avant en carbure et un bloc de guidage arrière en plastique renforcé de tissu ; le premier est résistant à l’usure et le second facilite le positionnement), tête d’usinage de précision (outil utilisé pour l’usinage de précision des trous, adoptant une structure flottante qui peut s’aligner automatiquement avec le centre pour garantir la précision d’usinage), tête de brunissage à rouleaux (contenant des rouleaux coniques, un outil qui assure la finition et le renforcement par extrusion de la surface de la pièce).
Équipé d'une contre-pointe élastique (une partie de la contre-pointe du tour dotée d'une certaine élasticité, qui peut supporter la pièce pour assurer son positionnement sans provoquer de déformation due à un serrage excessif) et d'une lunette fixe améliorée (un dispositif auxiliaire pour l'usinage de pièces minces sur un tour, supportant la pièce comme un « support » pour éviter les vibrations ou la flexion, généralement avec trois blocs de support), utilisé pour l'ébauche (tournage initial) et la semi-finition des tiges de piston ; utilisant l'avance inverse (l'outil se déplace de l'extrémité éloignée vers l'extrémité proche de la pièce, réduisant ainsi la déformation par flexion de l'arbre mince).
Équipements de rectification : Rectifieuse cylindrique ordinaire (machine-outil utilisée pour la rectification du diamètre extérieur des pièces, équipée d’une lunette de centrage ouverte), rectifieuse sans centre (sans positionnement central, la pièce est mise en rotation et rectifiée par la meule et la roue de guidage, adaptée à la production en série) (utilisant la rectification en continu (la pièce entre par une extrémité de la machine et sort par l’autre pour une rectification continue) + bâti de support (dispositif auxiliaire pour supporter les pièces minces et éviter les vibrations)), utilisée pour la rectification de précision du diamètre extérieur des tiges de piston ; dispositif spécial de rodage à double meule (pouvant être modifié à partir d’un tour, utilisant deux meules inclinées pour rectifier finement la surface de la pièce et obtenir un usinage ultra-précis), pour une finition ultra-précise.
Équipement de laminage : Tête de laminage spéciale pour tige de piston (contenant 12 rouleaux coniques, un outil qui renforce la surface en extrudant la surface de la tige de piston), utilisée pour le traitement de renforcement de surface.
Machine de soudage automatique : machine de soudage de joints circonférentiels (équipement utilisé pour le soudage de joints circulaires, tels que les pièces coaxiales comme les chemises de cylindre et les couvercles arrière de cylindre, garantissant des soudures uniformes), machine de soudage de manchons (équipement spécifiquement utilisé pour le soudage de pièces de type manchon), assurant l’étanchéité et la coaxialité des soudures. Équipement d’assemblage et de test : clé dynamométrique (clé permettant de régler le couple de serrage, assurant une force de serrage constante des boulons et évitant les fuites dues à des boulons desserrés ou l’endommagement des pièces par un serrage excessif), outils de montage par pression (outils utilisés pour insérer les roulements et autres pièces dans leurs positions d’installation, assurant la précision de l’assemblage), rugosimètre (instrument de mesure de la rugosité de surface), testeur de circularité (instrument de mesure de l’erreur de circularité), banc d’essai de pression (équipement injectant de l’huile à haute pression dans le cylindre pour détecter les fuites), assurant la précision de l’assemblage et la qualité du produit.
Le processus de fabrication d'un vérin hydraulique monobloc à double effet se résume en cinq étapes principales : « Prétraitement des matières premières → Usinage des composants principaux → Soudage → Assemblage → Tests ». Chaque étape exige un contrôle rigoureux des paramètres de processus (tels que la vitesse de coupe et l'avance) afin d'éviter les défauts courants (comme le désalignement des trous et la déformation des pièces).
Première étape : Prétraitement des matières premières
Acheter des tubes en acier sans soudure (cylindre), des barres d'acier rondes (tige de piston) et autres ébauches répondant aux exigences. Celles-ci sont ensuite redressées (un processus de correction de la courbure de l'ébauche par pression ou chauffage afin de garantir la précision du traitement ultérieur) et désoxydées (élimination de la rouille superficielle pour éviter de rayer la pièce lors du traitement) ;
L'ébauche du cylindre est coupée à la longueur prévue à l'aide d'une scie à ruban automatique (une scie qui peut couper automatiquement le métal, avec une grande précision et une grande efficacité de coupe), et la face d'extrémité est ébavurée (élimination des aspérités sur la face d'extrémité coupée pour éviter de rayer les joints lors de l'assemblage) ; l'ébauche de la tige de piston comporte un trou central percé pour le positionnement ultérieur lors du traitement.
Deuxième étape : Usinage des composants principaux
(1) Usinage de trous profonds du cylindre (Ébauche → Finition → Brunissage au rouleau)
Ébauche (usinage préliminaire de l'alésage du cylindre, élimination de la majeure partie du surplus de matière, en prévoyant une surépaisseur pour l'alésage de finition) : utiliser une tête d'ébauche à double guide, angle de coupe principal de 60° (angle entre l'arête de coupe de l'outil et l'axe de la pièce ; 60° permet de réduire l'effort radial et d'éviter la déviation de l'outil), en éliminant la majeure partie du surplus (en prévoyant 0,15 à 0,20 mm pour l'alésage de finition) ; utiliser un système d'évacuation des copeaux par l'arrière, avec injection d'huile de refroidissement haute pression (débit de 300 l/min, pression de 0,8 MPa) pour une évacuation efficace des copeaux ; paramètres de coupe : vitesse de coupe de 1,7 à 2 m/s (vitesse de déplacement de l'arête de coupe par rapport à la pièce ; une vitesse modérée permet un bon compromis entre efficacité et durée de vie de l'outil), avance de 0,2 mm/tr (distance parcourue par l'outil à chaque tour de la pièce ; 0,2 mm/tr assure une coupe stable). Alésage de finition (usinage de précision de l'alésage du cylindre après ébauche pour garantir la précision finale et la qualité de surface) : utilise une tête d'alésage de finition flottante avec centrage automatique et correction de diamètre ; le bloc de guidage doit répondre aux exigences suivantes : « la partie avant correspond au diamètre après ébauche, la partie arrière correspond au diamètre après alésage de finition et les dimensions circonférentielles sont constantes » ; utilise une évacuation des copeaux vers l'avant, un débit d'huile de refroidissement de 200 L/min ; paramètres de coupe : avance de 2 à 2,5 mm/tr, vitesse de coupe augmentée de 20 % par rapport à l'ébauche.
Brunissage par galets (procédé de lissage et de renforcement de la surface de l'alésage du cylindre par pression d'une tête de brunissage à galets) : la surépaisseur de brunissage (épaisseur de matière enlevée) est contrôlée entre 0,08 et 0,12 mm (un ajustement trop serré peut facilement provoquer un écaillage et des fissures, tandis qu'un ajustement insuffisant ne permet pas d'éliminer les marques d'outil) ; vitesse de coupe : 1,3 à 1,7 m/s ; avance : 0,25 à 0,3 mm/tr ; rayon des galets de brunissage : R = 2 mm ; tolérances dimensionnelles des galets : ≤ 0,005 mm. Après brunissage, la rugosité de la surface de l'alésage du cylindre est Ra ≤ 0,1 µm, formant une couche d'écrouissage (couche superficielle où le métal subit une déformation plastique après laminage et pressage, augmentant la dureté et améliorant la résistance à l'usure et la durée de vie en fatigue), ce qui améliore significativement la dureté et la résistance à l'usure.
(2) Usinage de la tige de piston (Tournage → Rectification → Finition/Renforcement)
Tournage (Usinage du diamètre extérieur de la tige de piston sur un tour, divisé en ébauche et finition) : Utilisation d'un système de serrage « contre-pointe élastique + lunette fixe améliorée » ; 4 fils d'acier de 20 mm sont placés entre les mors et la pièce (alignement de la ligne de contact pour éviter toute déformation de la pièce due à une force de serrage excessive) ; lorsque l'élancement est supérieur à 1:80, ajout de cales en bois (supportant la pièce, réduisant les vibrations et évitant les rayures) pour amortir les vibrations ; utilisation d'une marche arrière pour limiter les déformations de coupe ; angle de coupe principal de l'outil d'ébauche : 75°, rugosité de surface après usinage : Ra = 1,6 à 3,2 µm. Rectification (Usinage de finition du diamètre extérieur de la tige de piston sur une rectifieuse pour améliorer la précision et la qualité de surface) : Utilisation d'une rectifieuse cylindrique classique avec une lunette fixe ouverte (dispositif de support pour pièces minces, facilitant le serrage) ; cales en nylon ou en bois dur pour éviter les rayures. La vitesse de rotation de la pièce est relativement faible (pour éviter les vibrations) et la profondeur de rectification est réduite (pour éviter la surchauffe et la déformation de la pièce). La rectifieuse sans centre utilise une rectification en continu, le centre de la pièce étant situé sous la ligne reliant la meule à la meule de réglage (afin d'assurer une pression de la meule sur la pièce contre la meule de réglage et d'éviter les vibrations). Elle est équipée de plusieurs supports. Après rectification de finition, la rugosité de surface Ra est comprise entre 0,2 et 0,4 µm.
Finition/Renforcement (procédés visant à optimiser davantage la qualité de surface ou à améliorer la résistance de surface) :
Rodage à double meule (procédé de rectification ultra-fine de la surface de la tige de piston à l'aide de deux meules inclinées) : les meules sont installées avec des inclinaisons opposées, formant un angle α compris entre 27° et 35° (angle entre l'axe de la meule et l'axe de la pièce, influençant l'efficacité de la rectification et la qualité de surface). La granulométrie des meules est de W10 à W20 (plus la granulométrie est fine, plus les particules abrasives sont fines et plus la surface usinée est lisse). Après usinage, la rugosité Ra est comprise entre 0,01 et 0,04 µm, et les défauts de cylindricité peuvent être corrigés.
Brunissage par galets (procédé de brunissage de la surface de la tige de piston par pression d'une tête de brunissage à galets pour améliorer la dureté et la résistance à l'usure) : surépaisseur de brunissage 0,01 à 0,015 mm, vitesse de broche 500 à 600 tr/min (vitesse de rotation de la pièce), avance 0,3 mm/tr ; après brunissage, rugosité de surface Ra < L'épaisseur est de 0,1 µm et la dureté passe de HB162~190 à HB220~233. Étape 3 : Procédé de soudage – Garantir la résistance structurelle et la coaxialité : Avant le soudage, nettoyer la surface de la pièce (éliminer toute trace d'huile et de rouille pour assurer la résistance de la soudure). Utiliser des goupilles de positionnement et un positionnement par surface conique (insérer les goupilles dans les trous prévus à cet effet et emboîter les surfaces coniques pour garantir l'alignement des pièces pendant le soudage et éviter tout déplacement) afin d'assurer la coaxialité. Le cylindre et la culasse arrière sont soudés à l'aide d'une machine à souder par cordon circonférentiel. La force de serrage (force appliquée pour maintenir la pièce) pendant le soudage est contrôlée entre 8 000 et 12 000 N (ajustée en fonction du diamètre de la pièce pour éviter de l'endommager ou un serrage insuffisant entraînant un déplacement de la soudure). Après le soudage, emmancher le roulement à chaud (le processus d'emmanchage du roulement en position d'installation, réalisé à chaud, exploite la dilatation et la contraction thermiques du métal, facilitant ainsi l'installation du roulement). Après refroidissement, vérifiez l'absence de fissures et de porosités dans la soudure (défauts pouvant entraîner des fuites d'huile ou une résistance insuffisante). Étape 4 : Processus d'assemblage – Contrôle précis de l'étanchéité et de l'ajustement : Installation du joint : La gorge d'étanchéité (gorge destinée à recevoir le joint) doit être propre et exempte de bavures et de rayures. Installez le segment de piston, la bague en feutre, etc., dans la gorge en évitant toute torsion (une torsion du joint peut provoquer des fuites d'huile) ; pré-lubrification : appliquez de l'huile système (huile hydraulique utilisée lors du fonctionnement du vérin ; son application préalable réduit la friction lors de l'assemblage et prévient l'usure du joint) sur toutes les surfaces en contact avec l'huile hydraulique ; assemblage du sous-ensemble : la tige et le piston sont bloqués ensemble par un écrou, en veillant à ce que le faux-rond axial de l'épaulement de la tige (erreur de faux-rond de la face d'extrémité de l'épaulement de la tige par rapport à l'axe, ≤ 0,02 à 0,04 mm, afin d'éviter tout déplacement du piston après assemblage) soit inférieur ou égal à 0,02 à 0,04 mm. Assemblage final : installer le sous-ensemble piston-tige dans le cylindre et serrer le filetage entre la culasse et le cylindre à l’aide d’une clé dynamométrique pour garantir une étanchéité optimale. Étape 5 : Inspection et emballage du produit fini — Contrôle qualité final avant expédition : Inspection de précision : vérification des tolérances dimensionnelles (écart admissible des dimensions des pièces), de la circularité, de la cylindricité et de la rugosité de surface de l’alésage du cylindre et de la tige de piston ; Tests de performance : test de pression (injection d’huile haute pression dans le cylindre, maintien de la pression pendant une durée déterminée et vérification de l’étanchéité) et test de précision de course (vérification de l’écart entre la longueur réelle et la longueur théorique de l’extension et de la rétraction de la tige de piston pour garantir la précision du mouvement) (mouvement fluide sans blocage) ; Emballage antirouille : traitement antirouille de surface (application d’huile antirouille et emballage avec du papier antirouille pour prévenir la corrosion pendant le transport et le stockage), suivi d’un emballage scellé pour éviter les rayures pendant le transport. Remarque : Un vérin hydraulique simple ou double effet, fabriqué selon des procédés standardisés et régulièrement entretenu, peut avoir une durée de vie de plusieurs années, voire plus.
Déviation d'usinage des alésages profonds des cylindres : Utiliser la rotation de la pièce, une tête d'alésage à double guide, un manchon de guidage de la tête de pression et un support central pour renforcer la rigidité de la barre d'outil, et effectuer une coupe en deux étapes après l'ébauche pour garantir un jeu uniforme. Vibrations et déformations lors de la rotation de la tige de piston : Utiliser une contre-pointe élastique, une lunette fixe à trois supports et une marche arrière pour réduire les contraintes et les vibrations de coupe. Décollement de surface après laminage : Contrôler le jeu de laminage (0,08 à 0,12 mm), pré-usiner la rugosité de surface Ra = 1,6 à 3,2 µm, éviter les creux trop profonds (qui empêchent le remplissage du métal pendant le laminage et provoquent un décollement). Dépassement de la tolérance de coaxialité après soudage : Utiliser des goupilles de positionnement et un positionnement conique de la surface, redresser la pièce après soudage (pour corriger les déformations dues au soudage) et contrôler la force de serrage pour éviter toute déformation.
Le vérin double effet à simple bielle (culasse avant filetée, culasse arrière soudée) présenté aujourd'hui est une solution d'usage général. En production, le processus doit être adapté au type de vérin : Vérin à tirants : Le cylindre et la culasse sont reliés par des tirants (longs boulons). Aucune soudure n'est nécessaire ; l'accent est mis sur le contrôle du serrage préalable des tirants (un serrage insuffisant provoque des fuites d'huile, un serrage excessif endommage le cylindre). Cylindre télescopiqueConception à emboîtement de cylindres multisections, nécessitant d'assurer la coaxialité et l'extension et la rétraction en douceur de chaque section (en évitant le blocage entre les sections) ; Cylindre haute pression : Un matériau en alliage à haute résistance est sélectionné, et l'alésage du cylindre adopte le processus « alésage de précision + laminage multiple » pour améliorer la résistance de surface (afin de résister à une pression hydraulique plus élevée).


 Réseau IPv6 pris en charge
|
Plan du site
|
Xml |
blog |
politique de confidentialité
Réseau IPv6 pris en charge
|
Plan du site
|
Xml |
blog |
politique de confidentialité

 fr
fr 






